
丙烯酸电泳漆膜流痕问题如何解决?169
发表时间:2022-03-26 15:23 丙烯酸电泳漆涂膜上留有漆液向下流淌痕迹的现象,严重时甚至形成下方边缘很厚的不均匀漆膜,这种现象称之流痕。电泳涂装过程中,因为种种原因,电泳漆涂膜有时会出现流痕或者是二次流痕的现象出现。当出现此现象时,我们必须要分析其产生原因,然后根据原因,针对性地进行问题解决。
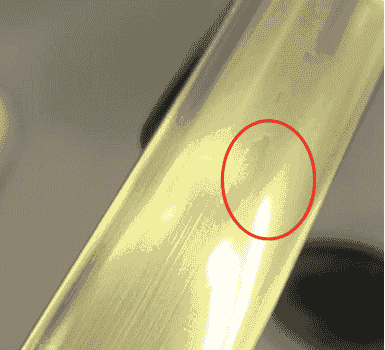
客户案例:如图所示
原因分析: 我们通过客户的现场情况以及问题工件分析,发现其产品出现流痕的主要原因是其电泳漆液固体份太高,水洗不干净,再加上客户是采用全自动的电泳涂装生产线,工件有兜液结构(如盲孔、狭缝等),在湿润的情况下带电进电泳槽时,水分在还没有来得及与槽液相溶合就有电流通过,水的电解倾向增加,使漆液在烘烤时沸腾流下,导致留痕问题出现。
解决方案: 我们是根据客户的现场条件,建议客户采用断电进入电泳槽的方法,即缩短导电杆,使得工件全部浸没入电泳槽液后,再让工件与导电梁接触,以此实现断电入电泳槽的方式。其次,通过添加纯水更新槽液,使槽液固体份降至正常范围内,以此来解决漆膜留痕问题。
当然,除了常见的漆膜留痕问题外,也有客户出现二次流痕的问题:如丙烯酸电泳漆膜按正常工艺进行电泳涂装,水洗液在被涂物的夹缝结构处,烘干后产生漆液流痕,这种现象称之为二次流痕。
这种问题产生的原因一般是电泳后水洗不良;槽液的固体份过高,水洗水的含漆量偏高;进入烘干室时升温过急;被涂物的结构不当等原因产生的。
如遇到二次留痕的问题,可以采用以下防治方法: ● 强化电泳后的水洗,增加浸式清洗工序,提高循环去离子水洗水的温度(30~40℃)。 ● 适当调低槽液的固体份,降低水洗水中的含漆量。 ● 强化晾干的功能,为改善丙烯酸电泳漆漆液的流动性将晾干室的温度调到30~40℃,并在被涂物进入烘干室之前进行加热(60~100℃,10分钟),以避免夹缝中的水分在急剧升温中沸腾将漆液挤出。 ● 改进被涂物的结构,开供排液的工艺孔。
东莞800全讯白菜官方网站金属表面处理材料有限公司作为一家专注水性涂料研发、生产、销售、售后服务的企业,主导装饰性电泳涂料工艺流程定制,以及金属表面处理工艺整体解决方案—系统集成服务等。有需要了解的朋友可通过咨询电话:15817674650 进行咨询,或进入网站:https://www.cnlinway.com进行了解。
|

|
|
|
|
|